《課題四機(jī)械手電氣控制系統(tǒng)設(shè)計(jì)》由會(huì)員分享�����,可在線閱讀��,更多相關(guān)《課題四機(jī)械手電氣控制系統(tǒng)設(shè)計(jì)(3頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�����。
1���、課題四 機(jī)械手電氣控制系統(tǒng)設(shè)計(jì)
1���、機(jī)械手結(jié)構(gòu)、動(dòng)作與控制要求
機(jī)械手在專用機(jī)床擴(kuò)自動(dòng)生產(chǎn)線上應(yīng)用十分廣泛,主要用于搬動(dòng)或裝卸零 件的重復(fù)動(dòng)作����,以實(shí)現(xiàn)生產(chǎn)自動(dòng)化。本設(shè)計(jì)中的機(jī)械手采用關(guān)節(jié)式結(jié)構(gòu)�。各 動(dòng)作由液壓驅(qū)動(dòng),并由電磁控制���。動(dòng)作順序及各動(dòng)作時(shí)間的間隔采用按時(shí)間 原則控制的電氣控制系統(tǒng)��,各動(dòng)作時(shí)間示需要可調(diào)��。
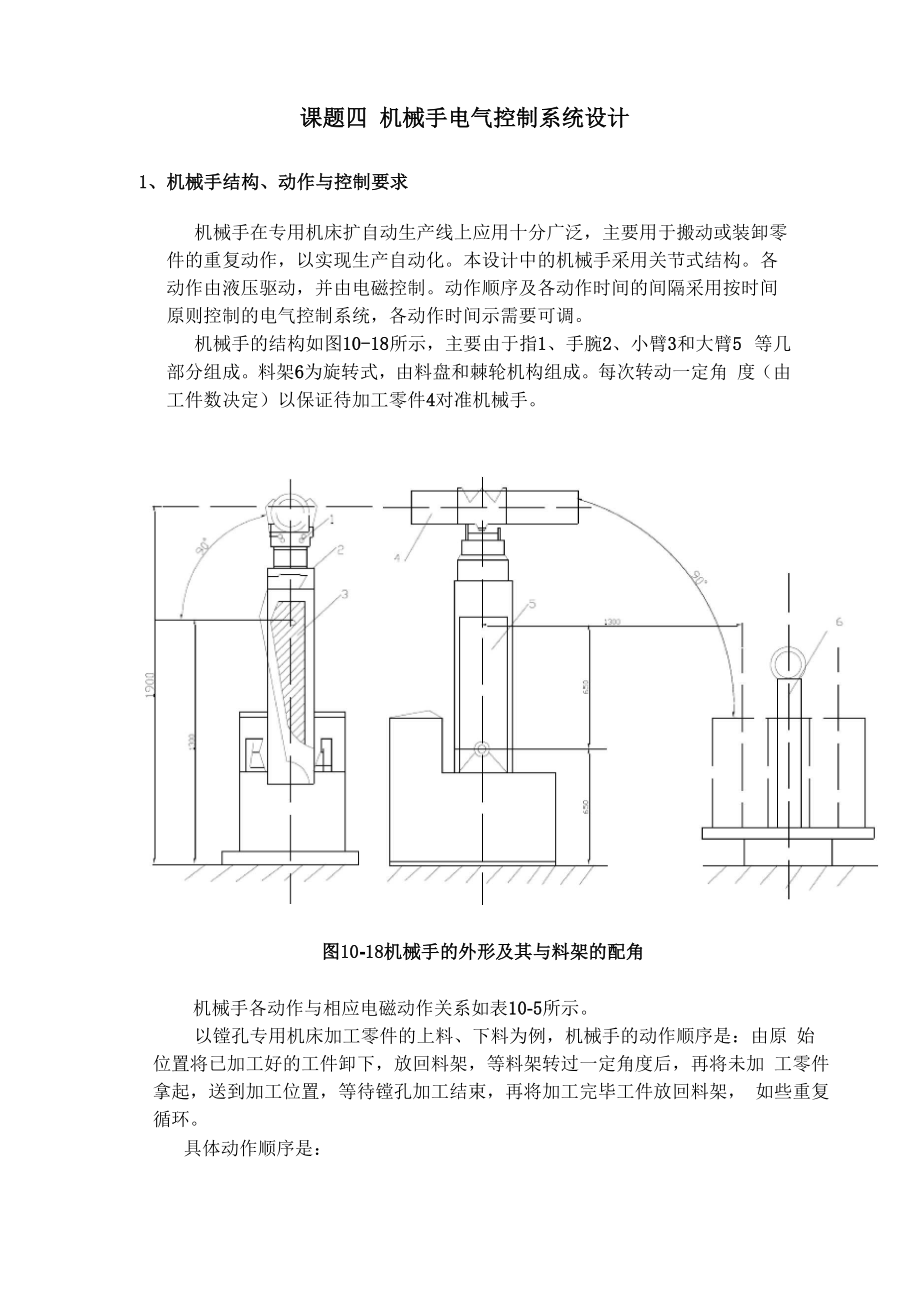
機(jī)械手的結(jié)構(gòu)如圖10-18所示���,主要由于指1、手腕2�����、小臂3和大臂5 等幾部分組成����。料架6為旋轉(zhuǎn)式�,由料盤和棘輪機(jī)構(gòu)組成。每次轉(zhuǎn)動(dòng)一定角 度(由工件數(shù)決定)以保證待加工零件4對(duì)準(zhǔn)機(jī)械手。
2�����、
圖10-18機(jī)械手的外形及其與料架的配角
機(jī)械手各動(dòng)作與相應(yīng)電磁動(dòng)作關(guān)系如表10-5所示�����。
以鏜孔專用機(jī)床加工零件的上料�����、下料為例��,機(jī)械手的動(dòng)作順序是:由原 始位置將已加工好的工件卸下�����,放回料架���,等料架轉(zhuǎn)過(guò)一定角度后����,再將未加 工零件拿起�,送到加工位置����,等待鏜孔加工結(jié)束�����,再將加工完畢工件放回料架�����, 如些重復(fù)循環(huán)���。
具體動(dòng)作順序是:
原始位置(裝好工件等待加工位置,其狀態(tài)是大臂5豎立����,小手臂3伸出并處 于水平位置,手腕2橫移向右,手指1松開)一手指1夾緊(抓住卡盤上的工件)一 松卡盤一手腕2左移
(從卡盤上卸下已加工好的工件)一小手臂3上擺一大
3�、手臂5下擺一手指1松開 (工件放回料架)一小手臂3收縮一料架轉(zhuǎn)位一小手臂3伸出一手指1夾緊(抓住 未加工零件)一大手臂5上擺(取送零件)一小手臂3下擺一手腕2右移(將工件 裝到機(jī)床的主軸卡盤中)一卡盤收緊一手指1松開,等待加工.
根據(jù)表10—5及各動(dòng)作中機(jī)械的狀態(tài)�����,便可自行列出各動(dòng)作對(duì)YV1'?YV11線 圈的通電要求.
表10-5閥狀態(tài)表
YV1
YV2
YV3
YV4
YV5
YV6
YV7
YV8
YV9
YV10
YV11
手指1夾緊 與放松
夾緊
+
放松
+
4���、
手腕2左右橫向移動(dòng)
左移
+
右移
+
小臂3伸縮
伸
+
縮
+
小臂3上下擺動(dòng)
上擺
+
下擺
+
大手臂5上下擺動(dòng)
上擺
+
下擺
+
料架轉(zhuǎn)動(dòng)
+
2����、設(shè)計(jì)要求
1) 加工中上料�、下料各動(dòng)作采用自動(dòng)循環(huán)。
2) 各動(dòng)作之間應(yīng)有一定的延時(shí)(由時(shí)間繼電器調(diào)定)�。
3) 機(jī)械手各部分應(yīng)能單獨(dú)動(dòng)作,以便于調(diào)整形及維修��。
4) 液壓泵電動(dòng)機(jī)(采用Y100L2—4����。3KW)及各電磁閥運(yùn)行狀應(yīng)有指示。
5) 應(yīng)有心要的電氣保護(hù)與聯(lián)鎖節(jié)���。
3�、設(shè)計(jì)任務(wù)
1)繪制電氣控制原理線路圖����,選用電器元件,制訂元件目錄表����。
2) 設(shè)計(jì)并繪制以下工藝圖樣中的一種:
電器板元件布置圖與底板加工零件圖;電器板接線圖���;控制面板元件布置 圖�、接線圖及面板加工圖;電氣箱及系統(tǒng)總接線圖����。
3) 編制設(shè)計(jì)、使用說(shuō)明書�、設(shè)計(jì)小結(jié)、列出設(shè)計(jì)參考資料目錄���。
 課題四機(jī)械手電氣控制系統(tǒng)設(shè)計(jì)
課題四機(jī)械手電氣控制系統(tǒng)設(shè)計(jì)