《《機械制造技術(shù)》課程設(shè)計說明書左支座零件工藝規(guī)程及夾具設(shè)計左支座機械加工工序卡片》由會員分享,可在線閱讀���,更多相關(guān)《《機械制造技術(shù)》課程設(shè)計說明書左支座零件工藝規(guī)程及夾具設(shè)計左支座機械加工工序卡片(15頁珍藏版)》請在裝配圖網(wǎng)上搜索�。
1����、
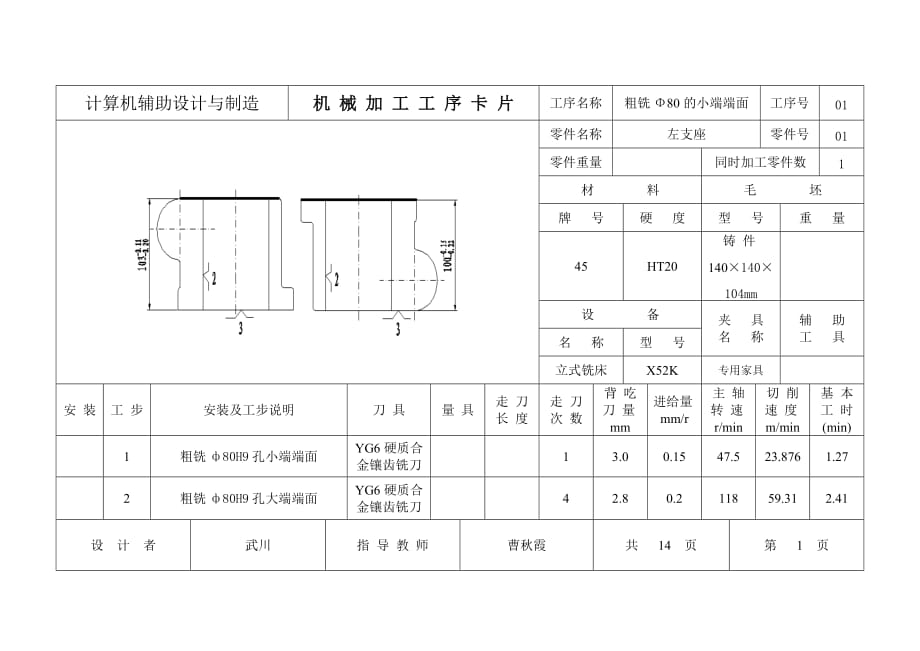
計算機輔助設(shè)計與制造
機 械 加 工 工 序 卡 片
工序名稱
粗銑Φ80的小端端面
工序號
01
零件名稱
左支座
零件號
01
零件重量
同時加工零件數(shù)
1
材 料
毛 坯
牌 號
硬 度
型 號
重 量
45
HT20
鑄 件140140104mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
名 稱
型 號
立式銑床
X52K
專用家具
安 裝
工 步
安裝及工步說明
刀 具
量 具
走 刀
長 度
走 刀
次
2、數(shù)
背 吃
刀 量mm
進給量mm/r
主 軸
轉(zhuǎn) 速r/min
切 削
速 度m/min
基 本
工 時(min)
1
粗銑ф80H9孔小端端面
YG6硬質(zhì)合金鑲齒銑刀
1
3.0
0.15
47.5
23.876
1.27
2
粗銑ф80H9孔大端端面
YG6硬質(zhì)合金鑲齒銑刀
4
2.8
0.2
118
59.31
2.41
設(shè) 計 者
武川
指 導 教 師
曹秋霞
共 14 頁
第 1 頁
計算機輔助設(shè)計與制造
機 械 加 工 工 序 卡 片
工序名稱
粗鏜ф8
3���、0H9內(nèi)孔
工序號
02
零件名稱
左支座
零件號
01
零件重量
同時加工零件數(shù)
1
材 料
毛 坯
牌 號
硬 度
型 號
重 量
45
HT200
鑄件140140104mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
名 稱
型 號
臥式鏜床
T611
專用夾具
安 裝
工 步
安裝及工步說明
刀 具
量 具
走 刀
長 度
走 刀
次 數(shù)
背 吃
刀 量
進給量
主 軸
轉(zhuǎn) 速
切 削
速 度
基 本
4���、
工 時
1
粗鏜ф80H9內(nèi)孔到ф77
W18Cr4V高速鋼樘刀
2
3.5
0.37
80
18.85
3.72
設(shè) 計 者
武川
指 導 教 師
曹秋霞
共 14 頁
第 2 頁
計算機輔助設(shè)計與制造
機 械 加 工 工 序 卡 片
工序名稱
精銑Φ80的大端端面
工序號
03
零件名稱
左支座
零件號
01
零件重量
同時加工零件數(shù)
1
材 料
毛 坯
牌 號
硬 度
型 號
重 量
45
HT200
鑄 件14014010
5�����、4mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
名 稱
型 號
立式銑床
X52K
專用夾具
安 裝
工 步
安裝及工步說明
刀 具
量 具
走 刀
長 度
走 刀
次 數(shù)
背 吃
刀 量
進給量
主 軸
轉(zhuǎn) 速
切 削
速 度
基 本
工 時
1
精銑ф80H9孔大端端面
YG6硬質(zhì)合金鑲齒銑刀
1
1.5
0.15
295
148.2
0.467
設(shè) 計 者
武川
指 導 教 師
曹秋霞
共 14 頁
第 3 頁
6、計算機輔助設(shè)計與制造
機 械 加 工 工 序 卡 片
工序名稱
精鏜Φ80的內(nèi)孔和倒角
工序號
04
零件名稱
左支座
零件號
01
零件重量
同時加工零件數(shù)
1
材 料
毛 坯
牌 號
硬 度
型 號
重 量
45
HT200
鑄件140140104mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
名 稱
型 號
臥式鏜床
T611
專用夾具
安 裝
工 步
安裝及工步說明
刀 具
量 具
走 刀
長 度
走 刀
次 數(shù)
7、
背 吃
刀 量
進給量
主 軸
轉(zhuǎn) 速
切 削
速 度
基 本
工 時
1
精鏜ф80H9內(nèi)孔到ф79.9
YG8硬質(zhì)合金鏜刀
1
1.7
0.19
497
123.2
1.14
2
倒角245
YG8硬質(zhì)合金鏜刀
1
2
0.19
400
105.56
0.312
設(shè) 計 者
武川
指 導 教 師
曹秋霞
共 14 頁
第 4 頁
計算機輔助設(shè)計與制造
機 械 加 工 工 序 卡 片
工序名稱
鉆削4-ф13的通孔�����,锪4-ф20的沉頭孔
工序號
05
零件名稱
8�、左支座
零件號
01
零件重量
同時加工零件數(shù)
1
材 料
毛 坯
牌 號
硬 度
型 號
重 量
45
HT200
鑄件140140104mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
名 稱
型 號
搖臂鉆床
Z535
專用夾具
安 裝
工 步
安裝及工步說明
刀 具
量 具
走 刀
長 度
走 刀
次 數(shù)
背 吃
刀 量
進給量
主 軸
轉(zhuǎn) 速
切 削
速 度
基 本
工 時
1
鉆削4-ф13的通孔
ф
9���、13的高速鋼鉆頭
1
6.5
0.57
195
7.964
0.265
2
锪沉頭孔4-ф20
ф20的高速鋼刀锪鉆
1
3.5
0.15
400
25.133
0.25
設(shè) 計 者
武川
指 導 教 師
曹秋霞
共 14 頁
第 5 頁
計算機輔助設(shè)計與制造
機 械 加 工 工 序 卡 片
工序名稱
鉆Φ21mm的通孔��,锪孔Φ24.7的沉頭孔���,锪ф38mm的沉頭孔
工序號
06
零件名稱
左支座
零件號
01
零件重量
同時加工零件數(shù)
1
材 料
毛
10�����、 坯
牌 號
硬 度
型 號
重 量
45
HT200
鑄 件140140104mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
名 稱
型 號
搖臂鉆床
Z308025
專用夾具
安 裝
工 步
安裝及工步說明
刀 具
量 具
走 刀
長 度
走 刀
次 數(shù)
背 吃
刀 量
進給量
主 軸
轉(zhuǎn) 速
切 削
速 度
基 本
工 時
1
鉆Φ21mm的通孔
Φ21的高速鋼鉆頭
1
10.5
0.8
160
10.56
0.7
2
11���、
锪Φ24.7mm的沉頭孔
Φ24.7的高速鋼锪孔鉆
1
1.85
0.13
250
19.4
1.447
3
锪Φ38mm的沉頭孔
Φ38高速鋼的锪孔
1
6.65
0.2
160
19.1
0.04
設(shè) 計 者
武川
指 導 教 師
曹秋霞
共 14 頁
第 6 頁
計算機輔助設(shè)計與制造
機 械 加 工 工 序 卡 片
工序名稱
锪削ф43得沉頭孔
工序號
07
零件名稱
左支座
零件號
01
零件重量
同時加工零件數(shù)
1
材 料
毛 坯
12��、牌 號
硬 度
型 號
重 量
45
HT200
鑄 件140140104mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
名 稱
型 號
搖臂鉆床
Z306020
專用夾具
安 裝
工 步
安裝及工步說明
刀 具
量 具
走 刀
長 度
走 刀
次 數(shù)
背 吃
刀 量
進給量
主 軸
轉(zhuǎn) 速
切 削
速 度
基 本
工 時
1
锪削ф43得沉頭孔
ф43的高速鋼锪孔鉆
1
11
0.2
180
24.316
0.03
設(shè) 計 者
13、武川
指 導 教 師
曹秋霞
共 14 頁
第 7 頁
計算機輔助設(shè)計與制造
機 械 加 工 工 序 卡 片
工序名稱
鉆削фM8-7H的螺紋底孔
工序號
08
零件名稱
左支座
零件號
01
零件重量
同時加工零件數(shù)
1
材 料
毛 坯
牌 號
硬 度
型 號
重 量
45
HT200
鑄 件140140104mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
名 稱
型 號
搖臂鉆床
Z535
專用夾
14��、具
安 裝
工 步
安裝及工步說明
刀 具
量 具
走 刀
長 度
走 刀
次 數(shù)
背 吃
刀 量
進給量
主 軸
轉(zhuǎn) 速
切 削
速 度
基 本
工 時
1
鉆削фM8-7H的螺紋底孔
ф7.2的高速鋼鉆頭
1
3.6
0.2
750
3.6
0.162
設(shè) 計 者
武川
指 導 教 師
曹秋霞
共 14 頁
第 8 頁
計算機輔助設(shè)計與制造
機 械 加 工 工 序 卡 片
工序名稱
銑削尺寸為5mm的縱向槽
工序號
09
零件名稱
左支座
零件號
01
零件重量
15�����、
同時加工零件數(shù)
1
材 料
毛 坯
牌 號
硬 度
型 號
重 量
45
HT200
鑄 件140140104mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
名 稱
型 號
萬能銑床
X61W
專用夾具
安 裝
工 步
安裝及工步說明
刀 具
量 具
走 刀
長 度
走 刀
次 數(shù)
背 吃
刀 量
進給量
主 軸
轉(zhuǎn) 速
切 削
速 度
基 本
工 時
1
銑削尺寸為5mm的縱向槽
高速鋼鋸齒銑刀
1
5
16��、
3
65
51
0.632
設(shè) 計 者
武川
指 導 教 師
曹秋霞
共 14 頁
第 9 頁
計算機輔助設(shè)計與制造
機 械 加 工 工 序 卡 片
工序名稱
鉸削Φ24.7得沉頭孔到ф25H7()mm
工序號
10
零件名稱
左支座
零件號
01
零件重量
同時加工零件數(shù)
1
材 料
毛 坯
牌 號
硬 度
型 號
重 量
45
HT200
鑄 件140140104mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
17��、
名 稱
型 號
搖臂鉆床
Z308025
專用夾具
安 裝
工 步
安裝及工步說明
刀 具
量 具
走 刀
長 度
走 刀
次 數(shù)
背 吃
刀 量
進給量
主 軸
轉(zhuǎn) 速
切 削
速 度
基 本
工 時
1
精鉸鉸削Φ24.7的沉頭孔到ф25H7()
YG6硬質(zhì)合金銑刀
1
0.15
0.2
800
62.832
0.3
設(shè) 計 者
武川
指 導 教 師
曹秋霞
共 14 頁
第 10 頁
計算機輔助設(shè)計與制造專業(yè)
機 械 加 工 工 序 卡 片
工序名稱
18、珩磨ф80H10的內(nèi)孔
工序號
14
零件名稱
左支座
零件號
01
零件重量
同時加工零件數(shù)
1
材 料
毛 坯
牌 號
硬 度
型 號
重 量
45
HT200
鑄 件140140104mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
名 稱
型 號
立式珩磨機床
M4120
專用夾具
安 裝
工 步
安裝及工步說明
刀 具
量 具
走 刀
長 度
走 刀
次 數(shù)
背 吃
刀 量
進給量
主 軸
轉(zhuǎn) 速
切 削
19�����、
速 度
基 本
工 時
1
珩磨ф80H10的內(nèi)孔
1A8 504103D100B75石油磨條
7
1.5
0.015
270
67.86
0.33
設(shè) 計 者
指 導 教 師
曹秋霞
共 14 頁
第 14 頁
計算機輔助設(shè)計與制造專業(yè)
機 械 加 工 工 序 卡 片
工序名稱
鉆削M10-7H得螺紋底孔
工序號
11
零件名稱
左支座
零件號
01
零件重量
同時加工零件數(shù)
材 料
毛 坯
牌 號
硬 度
型 號
重 量
4
20���、5
HT200
140140104mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
名 稱
型 號
立式銑床
Z525B
安 裝
工 步
安裝及工步說明
刀 具
量 具
走 刀
長 度
走 刀
次 數(shù)
背 吃
刀 量
進給量
主 軸
轉(zhuǎn) 速
切 削
速 度
基 本
工 時
01
鉆削M10-7H得螺紋底孔
ф9.2的高速鋼鉆頭
1
4.6
0.21
475
13.73
0.327
設(shè) 計 者
指 導 教 師
曹秋霞
共 14
21��、 頁
第 11 頁
計算機輔助設(shè)計與制造專業(yè)
機 械 加 工 工 序 卡 片
工序名稱
銑削尺寸為5mm的橫向槽
工序號
12
零件名稱
左支座
零件號
01
零件重量
同時加工零件數(shù)
材 料
毛 坯
牌 號
硬 度
型 號
重 量
45
HT200
140140104mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
名 稱
型 號
萬能臥式銑床
X61W
安 裝
工 步
安裝及工步說明
刀 具
量 具
走
22����、 刀
長 度
走 刀
次 數(shù)
背 吃
刀 量
進給量
主 軸
轉(zhuǎn) 速
切 削
速 度
基 本
工 時
01
銑削尺寸為5mm的橫向槽
高速鋼鋸齒銑刀
1
5
3
65
51
0.532
設(shè) 計 者
指 導 教 師
共 14 頁
第 12頁
計算機輔助設(shè)計與制造專業(yè)
機 械 加 工 工 序 卡 片
工序名稱
攻螺紋M8-7H以及M10-7H
工序號
13
零件名稱
左支座
零件號
01
零件重量
同時加工零件數(shù)
材 料
毛 坯
23��、
牌 號
硬 度
型 號
重 量
45
HT200
140140104mm
設(shè) 備
夾 具
名 稱
輔 助
工 具
名 稱
型 號
立式鉆床
Z515
安 裝
工 步
安裝及工步說明
刀 具
量 具
走 刀
長 度
走 刀
次 數(shù)
背 吃
刀 量
進給量
主 軸
轉(zhuǎn) 速
切 削
速 度
基 本
工 時
01
攻螺紋M8-7H
M8的YG6硬質(zhì)合金絲錐
1
0.4
1.25
320
8.042
0.2
02
攻螺紋M10-7H
24����、
M10的YG6硬質(zhì)合金絲錐
1
0.4
1.5
265
8.352
0.2
設(shè) 計 者
指 導 教 師
曹秋霞
共 14 頁
第 13 頁
ut2ApOdfXXc02GyBKsKCWw97MrqqWhoj5TL15Zt6jIPYytYCummtARp3v1N5luizi3xh3BhWYreKO8d9g7nmZQoWPJeTLDrw08gVS8DsDQQYGC3cE7moO2tLF0Jf1gK74IUXyBmtIVR97CkrfVqULT5fn2t6MpJR6rbzVPSortZvIj5NB5ndVvSr4iWr1TwLFKgLSPzuhRj
25��、Q3CmZU98eUOuijdLSZqPmvrw9zKupxf8WFUG9l2G9277g2rTipa1YpCZEuqxpKBhtVDCooQOzxUz3vJrZmOcijyM62zchmeooTYes8EBMm932tbz2Yo09RtsZEYS8Zrd2Yktj8l6jEAzVAjnfbtryLvsm6oFbfToXVRFFn7OwIYgJlamkUNXJYbz5Rrb7r4VsuR9zpfZFMfsjhcfCA37lNW2VVLRKN7R8psz1BN6oRic5hU5Z6HCxAYqyNPOG8duYbAwqSl20CSg06Dh2sM8HLtgPkIcSkrgOPDpuHBj1LmP
26�����、k7lYdvC6NNMwL3fwhZFTFVYAARY7lHSSxJ10V3pH3Y19BxYR77Ib7CpZSu2tijqe3hKqkKAu9KSkCpHKXUIKvvyJZpg2YijRkqfbGgOvyqKuxNWI9oMnJtt6QilZxtyrF7d20FbmabcfiixrQKUsVNXBPPFUXyQ1fJSKFSUbkgs2DUVQC9sz4JkbgN4Qqv66pyoARjurNFJ3TxyfclZiEePtwFJthphEipDFNqnR2HjQKV2DzWtMPDJQkBcXmovdsjqCTJagjMdLsKPgaD2s0H0vmZGAHt36gyUEZ7UmANk1
27、ndREuBeqdgrx0venqGnsyIB2ilq3SIQrNL4m56t7Z8Y8da5K0KUpn5Nzg4JvjdtfFHyt82AoGQkXo4VBLmLEiy2P7HtHBho07rCfttxodYDPPdtQsO7wxD0J6fKKlGm4woDzplhtRr2XgqN13hqy59zU1GegDyQniHNTaVSieueFQcYfUCJwd3vk5I7YKmhunDmIZ ut2ApOdfXXc02GyBKsKCWw97MrqqWhoj5TL15Zt6jIPYytYCummtARp3v1N5luizi3xh3BhWYreKO8d9g7nmZQoWPJeTLDrw08gVS8
28����、DsDQQYGC3cE7moO2tLF0Jf1gK74IUXyBmtIVR97CkrfVqULT5fn2t6MpJR6rbzVPSortZvIj5NB5ndVvSr4iWr1TwLFKgLSPzuhRjQ3CmZU98eUOuijdLSZqPmvrw9zKupxf8WFUG9l2G9277g2rTipa1YpCZEuqxpKBhtVDCooQOzxUz3vJrZmOcijyM62zchmeooTYes8EBMm932tbz2Yo09RtsZEYS8Zrd2Yktj8l6jEAzVAjnfbtryLvsm6oFbfToXVRFFn7OwIYgJlamkUNXJYbz5Rrb7r4VsuR9zpf
29、ZFMfsjhcfCA37lNW2VVLRKN7R8psz1BN6oRic5hU5Z6HCxAYqyNPOG8duYbAwqSl20CSg06Dh2sM8HLtgPkIcSkrgOPDpuHBj1LmPk7lYdvC6NNMwL3fwhZFTFVYAARY7lHSSxJ10V3pH3Y19BxYR77Ib7CpZSu2tijqe3hKqkKAu9KSkCpHKXUIKvvyJZpg2YijRkqfbGgOvyqKuxNWI9oMnJtt6QilZxtyrF7d20FbmabcfiixrQKUsVNXBPPFUXyQ1fJSKFSUbkgs2DUVQC9sz4JkbgN4Qqv66pyoARju
30���、rNFJ3TxyfclZiEePtwFJthphEipDFNqnR2HjQKV2DzWtMPDJQkBcXmovdsjqCTJagjMdLsKPgaD2s0H0vmZGAHt36gyUEZ7UmANk1ndREuBeqdgrx0venqGnsyIB2ilq3SIQrNL4m56t7Z8Y8da5K0KUpn5Nzg4JvjdtfFHyt82AoGQkXo4VBLmLEiy2P7HtHBho07rCfttxodYDPPdtQsO7wxD0J6fKKlGm4woDzplhtRr2XgqN13hqy59zU1GegDyQniHNTaVSieueFQcYfUCJwd3vk5I7YKmhunDmIZ
 《機械制造技術(shù)》課程設(shè)計說明書左支座零件工藝規(guī)程及夾具設(shè)計左支座機械加工工序卡片
《機械制造技術(shù)》課程設(shè)計說明書左支座零件工藝規(guī)程及夾具設(shè)計左支座機械加工工序卡片